How to Apply Floor Coating in Large Manufacturing Facilities?
Summary:
Applying floor coating in a large factory isn’t like painting a garage floor. It’s not just rolling on some material and calling it done.
You’ve got planning, material selection, surface prep and precise application. And on top of all that, most of the time, the plant keeps running while you work.
For contractors, engineers, and facility managers, nderstanding how to apply floor coating in large manufacturing facilities is essential. It affects safety, downtime, and your long-term costs.
In this guide, we’ll walk you through every step, from planning to maintenance.


Key Challenges in Large Manufacturing Facility Floor Coating Projects
Large Surface Areas and Tight Deadlines
Manufacturing plants often span thousands or even tens of thousands of square meters. This creates significant challenges:
- Coordinating large-scale application
- Managing multiple teams simultaneously
- Meeting strict project timelines
In many cases, delays can directly impact production output.
Continuous Operations During Installation
Unlike new construction, many facilities cannot shut down operations completely. This means:
- Coating must be applied in phases
- Work must adapt to production schedules
- Safety zones must be clearly defined
Heavy Loads and Mechanical Stress
Industrial floors are exposed to:
- Forklift traffic
- Heavy machinery
- Constant vibration
Therefore, coatings must provide high abrasion resistance and load-bearing capacity.
Chemical Exposure and Safety Requirements
Many manufacturing environments involve:
- Oil spills
- Chemical exposure
- High hygiene standards
This requires coatings with chemical resistance and anti-slip properties.
Choosing the Best Floor Coating for Industrial Facilities
The material you choose for your factory floor matters. Pick the wrong one, you’ll be dealing with peeling, cracking, and downtime. Pick the right one, and you won’t think about that floor for years.
Here’s what you need to know about the three main options.
Epoxy Floor Coatings
Key Advantages:
- Strong adhesion to concrete
- High durability
- Smooth and seamless finish
Ideal Applications:
- Warehouses
- Assembly plants
- General industrial floors
Epoxy flooring is one of the most commonly used solutions in industrial floor coating.
Polyurethane Floor Coatings
Performance Benefits:
- Excellent flexibility
- Resistance to temperature changes
- Impact resistance
Recommended Use:
- Food processing plants
- Facilities with thermal fluctuations
Polyurea Floor Coatings
Key Features:
- Rapid curing
- High mechanical strength
Best Use Cases:
- Projects requiring fast turnaround
- High-traffic industrial environments


Pre-Application Planning and Preparation
Substrate Evaluation
Before applying any coating, assess:
- Concrete strength
- Moisture content
- Surface contamination
A weak or damp substrate can lead to coating failure.
Zoning and Project Scheduling
Divide the facility into sections:
- Active production zones
- Maintenance areas
- Temporary shutdown sections
This ensures minimal disruption to operations.
Equipment and Workforce Planning
Efficient projects require:
- Proper machinery (grinders, mixers, sprayers)
- Skilled technicians
- Clear workflow coordination
Step-by-Step Process to Apply Floor Coating in Large Manufacturing Facilities
1. Surface Preparation
Mechanical Preparation:
Use grinding or shot blasting to:
- Remove laitance
- Improve surface roughness
- Enhance adhesion
2. Crack Repair and Leveling
Surface Correction:
Fill cracks and level low spots with appropriate fillers or repair mortars. You want a smooth, flat base before the coating goes on.
3. Primer Application
Bonding Enhancement:
Primer ensures strong adhesion. It seals the pores in the concrete. It prevents air bubbles from coming up through your coating.
Roll it on evenly. Let it cure. Don’t rush this step.
4. Intermediate Coating Layer
Strength Building:
This layer adds thickness and improves mechanical performance.
5. Topcoat Application
Final Protection:
Topcoat provides:
- Wear resistance
- Chemical resistance
- Anti-slip properties
How to Apply Floor Coating Without Stopping Production?
Sectional Application Strategy
Divide the floor into zones and apply coating sequentially.
Night or Off-Peak Installation
Work during low-activity hours to minimize disruption.
Fast-Curing Materials
Use fast-setting epoxy systems to reduce downtime.
Quality Control and Common Issues
Preventing Bubbling and Delamination
Ensure:
- Dry substrate
- Proper mixing
- Correct application temperature
Avoiding Cracks
Use flexible materials and control coating thickness.
Ensuring Uniform Thickness
Use proper tools and trained applicators.

Maintenance Strategies for Industrial Floor Coatings
| Maintenance tasks | Frequency | Key actions |
| Routine Inspection | Monthly or quarterly | Check for wear, cracks, chips, damage |
| Cleaning & Surface Care | Regular | Remove dirt, clean spills promptly, use proper tools |
| Localized Repairs | When damage is found | Fix small chips and cracks immediately – don’t wait |
YURU Waterproof – Industrial Floor Coating Solutions
Comprehensive Product Range
YURU Waterproof offers:
- Epoxy floor coatings
- Polyurethane systems
- Polyurea solutions
Designed for Heavy-Duty Applications
Our products provide:
- High wear resistance
- Chemical protection
- Long service life
Technical Support and Customization
We support:
- OEM ODM services
- Project consultation
- Bulk supply
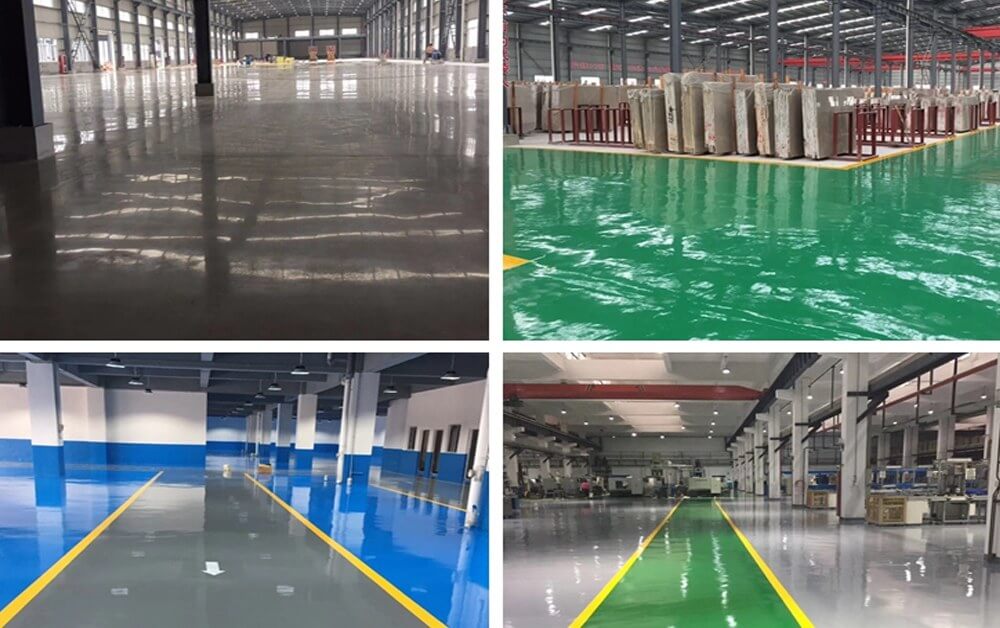
Benefits of Proper Floor Coating Application
Increased Durability
A properly applied, high-quality coating doesn’t just cover the concrete. It protects it for years. The good floor coating that stands up to forklifts, dropped tools, chemical spills, and constant traffic.
Improved Safety
A proper coating gives you traction. People don’t slip. Accidents don’t happen.
Lower Maintenance Costs
Durable systems reduce repair frequency.
FAQs:
1. What is the best floor coating for factories?
Epoxy is commonly used due to durability.
2. How long does floor coating last?
Typically 5–15 years depending on usage.
3. Can coating be applied without shutting down production?
Yes, with phased application and fast-curing materials.
4. How thick should industrial floor coating be?
Usually 1–3 mm depending on requirements.
5. Does YURU Waterproof support large projects?
Yes, we provide global solutions and technical support.
Conclusion:
Applying floor coating in a large manufacturing facility isn’t rocket science. But it’s not a weekend DIY project either. It takes planning, the right materials, and solid execution.
Do those things right, and you get a floor that delivers years of durability, safety, and operational efficiency. Cut corners, and you’ll be dealing with repairs, downtime, and regrets.
Planning a large-scale industrial flooring project? You need the right partner.
YURU Waterproof — Advanced floor coating systems for demanding manufacturing environments.
- Expert advice
- Customized solutions
- Competitive pricing

YURU Product solutions